市(shì)台富機械有限公司")
有限公司")

富機械有限公(gōng)司")
聯(lián)係人: 曾(céng)經理 電話:0769-81379398 地址:廣東省東(dōng)莞市石排鎮福隆楊屋工廠區(qū)
從(cóng)七個方麵分析注塑成型零件的表麵縮孔問題
來源:立式注塑機廠家(jiā) 發布時間(jiān):2018-07-02 點擊量:2158
成型製(zhì)件表麵出(chū)現的凹陷(xiàn)叫縮孔(kǒng),是由於塑料成型時收縮所造成的,所以大多數難以消除。注射成型的過程(chéng)中,是把熔融(róng)塑料(liào)注入涼(liáng)的模腔內,又因塑料導熱性很差,所以冷卻甚(shèn)是複雜(zá)。
特別是厚壁部分比薄壁部分冷(lěng)卻較緩(huǎn)慢,因而厚壁部分易出現縮孔。另外(wài)模具溫(wēn)度(dù)稍高部位冷凝緩慢,因(yīn)而形成模具局部溫差,若加上模具本身熱傳(chuán)導(dǎo)的差異,那模溫度偏高、傳導較(jiào)差的部位就會出現縮(suō)孔。
因而,設計時應考慮采用難(nán)以出現縮(suō)孔的成型製件及模具結構。 如把(bǎ)筋、突出部分變細,並加圓角;或將筋設計成非實心的;把(bǎ)表麵設計成花(huā)紋來掩飾(shì)此缺陷。
1. 注射量調整不當
螺杆式(shì)注射成型機(jī)注(zhù)射終了時,必須在螺杆頭部與噴嘴之間留有適當數量的(de)熔融塑料(根(gēn)據機台的大小在5MM左右),用它來緩衝。
若這個緩衝量為零,又把注射(shè)量調整到終了時,螺杆同時也頂到底,這樣在保壓時螺(luó)杆就無法前進,因而不能進行保壓,塑料收縮就成為縮孔而表現出來。
解(jiě)決的辦法是留有一定的緩衝量(liàng),使(shǐ)注射結束時螺扡仍能前進數毫米乃至十幾毫米。緩衝量為零(líng)(即注射結束螺杆頂到底時)會縮(suō)短注射機本身的壽命,必須注意。
2. 壓縮不足
流道料(由主澆道、澆(jiāo)道和澆口組成)比成(chéng)型製件壁厚(容積過小)的模具中,因注射壓力不能充分作用到模腔內(nèi)的熔料上,使收縮量(liàng)增大,從而出現較大的縮孔。
特別是澆口過小時,即使保(bǎo)壓時間(jiān)充足,但(dàn)澆口已經凝固,使壓力傳遞不到模腔內的(de)熔料上。尤其是對固(gù)熔點不一致的結品性塑料(liào),就更易產生這種現象,還有易出毛刺的模具,因(yīn)閉(bì)合不嚴而加(jiā)不上足(zú)夠(gòu)的成型壓力,也易出現(xiàn)縮孔。
螺杆式注射(shè)機設置有止逆環,以防止熔料沿螺杆回流,但比柱塞式注射機易出縮孔。在這一點上(shàng),可以說柱(zhù)塞(sāi)式注射機比螺扡式注射機好。如上所述,當熔料乃(nǎi)至型腔末端的熔料尚未凝固之前(qián),加上足夠的保(bǎo)持壓力即可(kě)防止壓縮不(bú)足所造(zào)成(chéng)的縮孔。
所以(yǐ),增大主(zhǔ)澆道、澆道(dào)、澆口,尤其是增大澆口直徑是(shì)很有效的。另外增大注射壓力,或加上足夠的保持壓力也很重要。而熔料不足(zú)也助長縮孔。塑(sù)料流(liú)動(dòng)性好,如果增加壓力,因產生毛(máo)刺也會引起縮孔,必要時降低料簡溫度或改用流動性差的(de)塑料能防止(zhǐ)縮孔。
在離澆口較遠、流動熔料的末端也容易(yì)出現縮孔,這是熔料流(liú)到末端的流路阻力引起(qǐ)壓力損(sǔn)失所造成(chéng)的,所以(yǐ)在易出(chū)現(xiàn)縮孔的附近開沒澆口、或者增(zēng)加該部位的厚度也是有效的。因此,根據(jù)情況(kuàng)增加點澆口數目,或變更澆口位置更為有效。
3. 冷卻不均勻
成型製件壁厚極不均勻時,厚壁部分比薄壁部分冷卻的緩慢,因而厚壁部分產生縮孔。
要消除由於壁厚不均勻產生的縮孔(kǒng),從理論上來說(shuō)也是困難的,所以(yǐ)設計製件時應使壁厚均勻。也就是說,重點是縮小壁厚的變化。
例如設計凸台時(shí),如果對外徑尺寸有要求,就(jiù)應在中心設置(zhì)消除縮孔的工藝孔;當要求凸(tū)台強度時,不應加粗凸台本(běn)身,而應采取利用加強筋增加強度的方式(shì)。
平緩凹下的縮孔要(yào)比急劇凹陷下去(qù)的縮孔不那麽顯眼,所以不要求精度的製件,應在外層已凝固(gù),中心部(bù)分尚柔軟能夠頂出的狀態下出模(mó),然(rán)後在空氣中或溫水中緩冷,這(zhè)樣可使縮(suō)孔不明顯,不影響使用。
4. 縮孔出現在製件工(gōng)作麵上(shàng)
有些(xiē)成型製件即使內部出現縮孔,有時也(yě)沒有妨礙。這種情形(xíng)如開頭敘述的那樣,模具溫(wēn)度高的(de)一麵易出縮孔,而溫度低的—麵很難出現縮孔。
所以,應把不允許出縮孔的麵充分冷(lěng)卻,或者相反將允許出縮(suō)孔的(即不允許出縮孔(kǒng)的相對麵)高溫成型也很有效。
5. 收縮量過大
成型塑料本身的熱膨脹係數較大時,當然(rán)易出現縮孔。
例如(rú)PE收縮率0.02~0.05、PP收縮率0.01~0.02、PS收縮率0.002~0.006,即使隻要有稍微的(de)加強(qiáng)筋,就會產生凹痕(hén)
因此,低溫成型這種塑料就不易出現縮孔。若提高注射壓力可使更多的塑料注入模腔(qiāng),所以壓(yā)力越高縮孔也就相應減(jiǎn)小。
可(kě)是,溫度降到塑料所需最低溫度以下,即使提高注射壓力,也很難防止結品性塑料的縮孔。
例如聚丙(bǐng)烯、高密度聚乙烯、聚甲醛等(děng),其結晶固體與熔融狀態的密度顯著不問,所(suǒ)以防止縮(suō)孔很困(kùn)難。這時如果允許(xǔ)用非結晶性共聚體代替,就(jiù)能減少縮孔。另(lìng)外,如果填充無機填充(chōng)劑,如玻(bō)璃纖維、石棉(mián)等也可(kě)使縮孔(kǒng)變小。
6. 表麵固(gù)化太慢
壁厚的部位出現縮孔或光澤,是因為表麵層沒有形成堅固的固化層,當中心部收縮時會將(jiāng)表麵向內拉成縮孔(kǒng),甚至由內向(xiàng)外擴散的熱(rè)量會將表麵層再度熔解而出現光澤(zé)。
相反的,在壁厚的部位如果表麵層足夠堅固,則中心部的收縮會形成(chéng)真空泡。可降低模溫,降低料溫,降低熔料通過壁厚區(qū)時的速度,使固化層較厚(但易出現真(zhēn)空泡);調(diào)整壁(bì)厚,如筋(jīn)部減(jiǎn)薄,厚薄緩變;使用低收縮率的塑料;添加發泡劑於塑料中。
7. 模具方麵
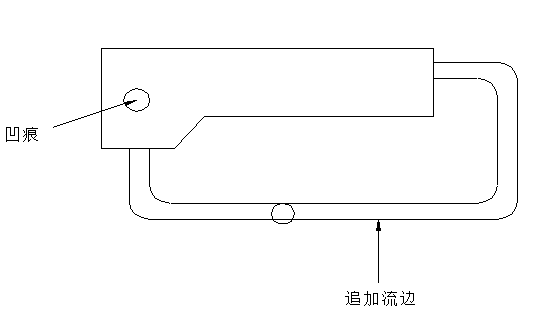
圖A 在產生凹痕的地方追加流邊
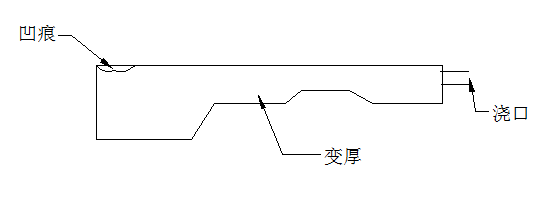
圖B 樹脂的通邊變(biàn)寬
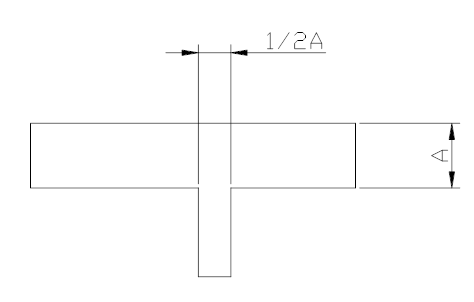
圖C 加強筋,狹(xiá)長(zhǎng)狀(zhuàng)變小
在產生凹痕的地方補上流邊(圖A)
在產生凹(āo)痕的地方(fāng)的材料通邊(biān)有狹小的場所時(shí),把這部(bù)分加厚(圖B)
應徹底避免設計(jì)製品厚度的差異。容易產生凹痕的加強筋,狹長的形狀應盡量短(圖C)
推薦產品MORE+
式高速標準注塑(sù)機")


")
圓盤注塑機")

推薦資(zī)訊MORE+
- 東莞連接(jiē)器專(zhuān)用注塑機廠台富機械為您介紹 2022-06-10
- 高速注塑(sù)機和一(yī)般塑料(liào)機有什麽不同? 2020-10-20
- 使用高速注塑機要注意事項 2020-07-28
- 如何選(xuǎn)擇立式高速注塑機 2020-06-24
- 一種薄壁注塑技術-高速(sù)注塑機製造 2020-06-13
- 訪談(tán)專業製造立式高速注(zhù)塑(sù)機 2020-05-30
- 高速注塑機的使用注意事項 2020-04-25
- 你還在打聽塑料網(wǎng)注塑(sù)機多(duō)少錢一台嗎 2020-04-18
- 想知(zhī)道台富塑料網注塑機多少(shǎo)錢一台嗎 2020-04-17
- 高速(sù)注塑機液壓部分技術保養(yǎng)工作如下文 2020-04-15
公司")
